製品テクノロジー
山陽精機が選ばれる理由
テクノロジー
オンリーワンの技術力
一貫して顧客の目線に立ち、ともに寄り添いながら様々なニーズに応えてまいりました。
実際に現場へ赴き、トライアンドエラーすることも少なくありません。
最後の検収まで全力で対応することで、顧客の信頼を勝ち得てまいりました。
創業以来、こうして育まれた設計力・現場力は、いつしかオンリーワンとなり、 サンヨー「SANYO」の名で国内外に広く認められるようになりました。
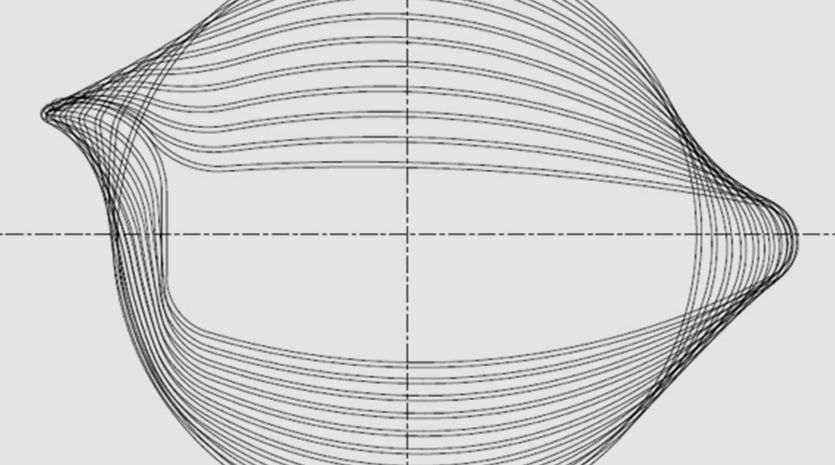
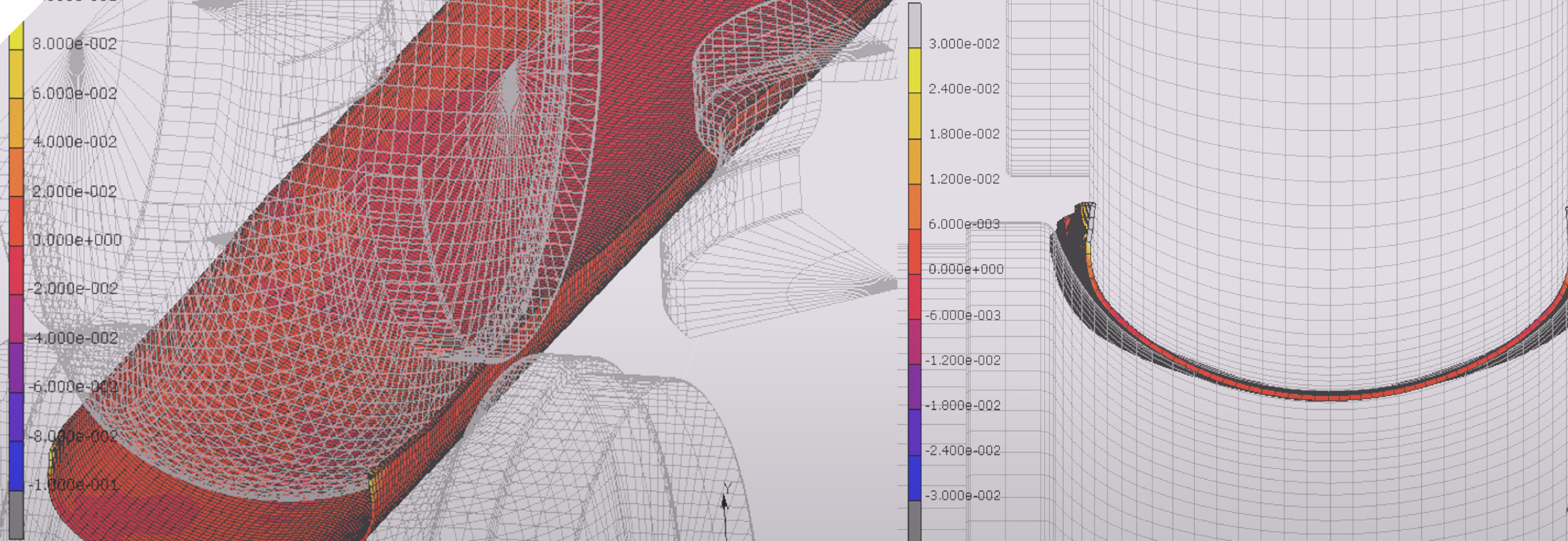
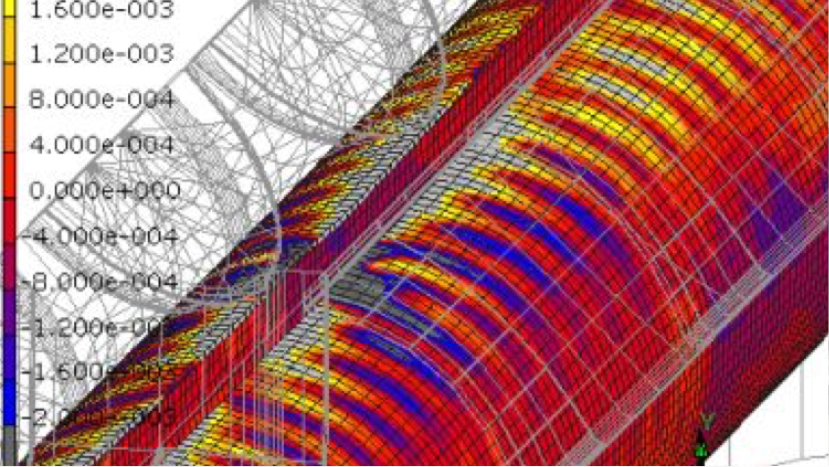
SRS: Sanyo Roll-forming Simulation
山陽精機技術部では、2007年より有限要素法による連続成形の解析に取り組んでいます。 素材の物性値とロール形状をデータ入力して、専用のソフトウエアで成形の様子を分析いたします。
メリットは、実際にロールを製作し材料を通す設計の前妥当性を視覚的に捉えることができるところです。 こうして蓄積された解析情報を詳細に分析して、お客さまからの様々な技術的要望にお応えしていきます。
クオリティー

ものづくりに対して真摯な姿勢を貫き、メイドインジャパンの誇りと自信をもって、全世界に輸出しております。
徹底した品質管理はあたりまえですが、製品を円滑に生産するために、スケジューラーやバーコードリーダー等の管理システムを構築し、製品がどの工程にあるか、誰でも閲覧できる体制になっており、工程や製品完成後の検査・梱包も管理しております。
ソリューション

顧客の様々なニーズに応えられるよう、きめの細かいサービスを提供しております。
- 国内でも圧倒的な特殊鋼素材在庫を保有しており、緊急時の短納期対応が可能。
- ワンオーダー、小ロット(数kg)から100㌧以上の大型案件まで対応可能。
- 各営業拠点には技術サービス部門が設置されており、緊急のトラブルにも迅速に対応可能。
- 顧客現場でのロールメンテナンス指導・立ち上げも国内・海外問わず実績多数。
ご不明な点や
お見積もりの
ご相談はこちらから